Our Policies and Approach
Suntory Group is committed to promoting the realization of a circular society by collaborating with diverse stakeholders to find solutions to various challenges. All Suntory Group employees strive to act responsibly, taking the lead in creating a sustainable future.
Containers and packaging protect and preserve the quality of products until they reach customers. However, much of this packaging used to become waste after consumption. Recognizing the significant social impact of containers and packaging, Suntory Group established our own Guidelines for the Environmental Design of Containers and Packaging in 1997. These guidelines ensure that designs, including label materials and glass bottle colors, are developed with recyclability in mind. Additionally, the Group is committed to reducing the environmental impacts of containers and packaging from a Life Cycle Assessment (LCA) perspective.
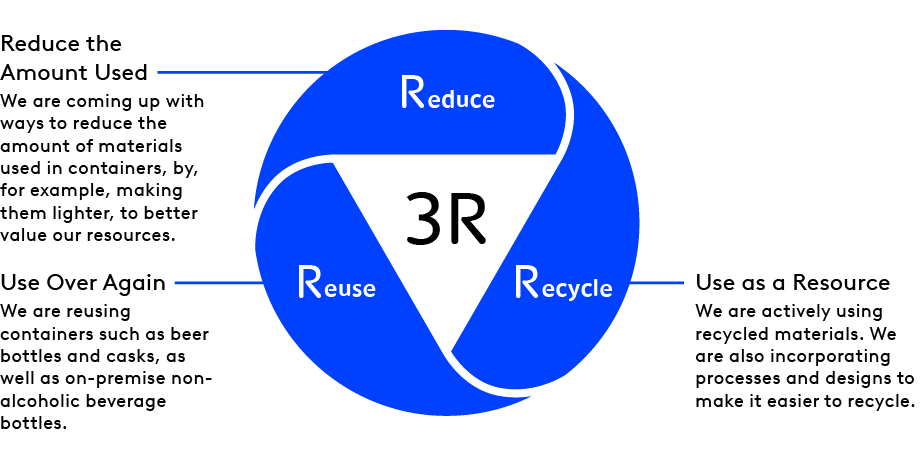
3Rs of Containers and Packaging
Under the 3R principles of Reduce, Reuse, and Recycle, Suntory Group develops containers and packaging with the environment in mind. We focus on user-friendly designs that consider actions from consumption to sorting of empty containers. Our efforts include reducing weight, adopting materials that lessen environmental impacts, and designing for easier recycling.
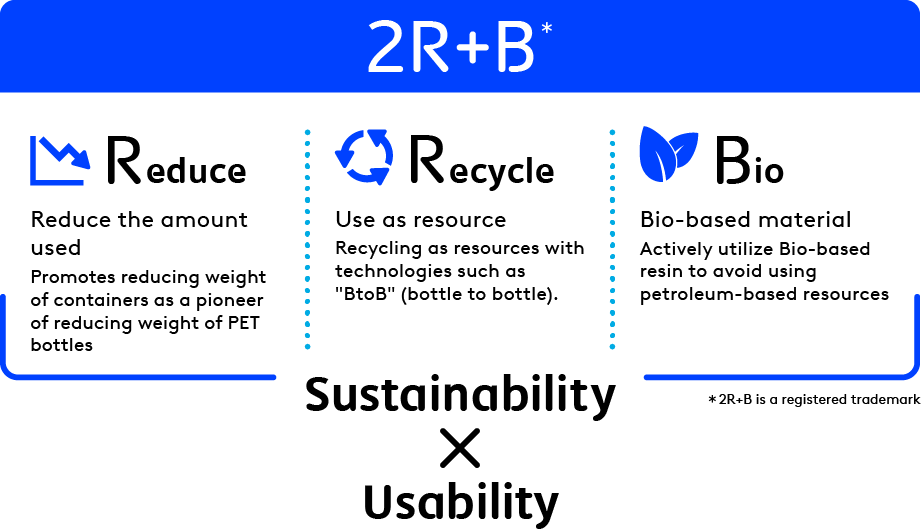
2R+B Strategy
For PET bottles, we are committed to maximizing resource efficiency by reducing resin usage and incorporating recycled materials. We aim to replace virgin petroleum-based materials with renewable alternatives to the extent possible. This approach is guided by Suntory Group’s unique 2R+B (Reduce, Recycle + Bio) Strategy.
Promotion Structure
Global Sustainability Committee
Suntory Group has established a system for promoting environmental management centered on the Global Sustainability Committee (GSC). Under the supervision of the Chief Sustainability Officer, GSC formulates strategies related to the material issues outlined in the Suntory Group Sustainability Vision. GSC also oversees the progress of these strategies and analyzes the business risks and growth opportunities, reporting to the Board of Directors on a quarterly basis.
For more information on the Global Sustainability Committee, see Environmental Management.
Targets and Progress
Our Initiatives
Initiatives for Plastic
While plastic products have enriched our lives through their utility, improper handling after use has led to environmental impacts, becoming a significant social issue. In Japan, the Ministry of the Environment has formulated the Plastic Resource Recycling Strategy to comprehensively promote resource recycling while recognizing the convenience of plastic products.
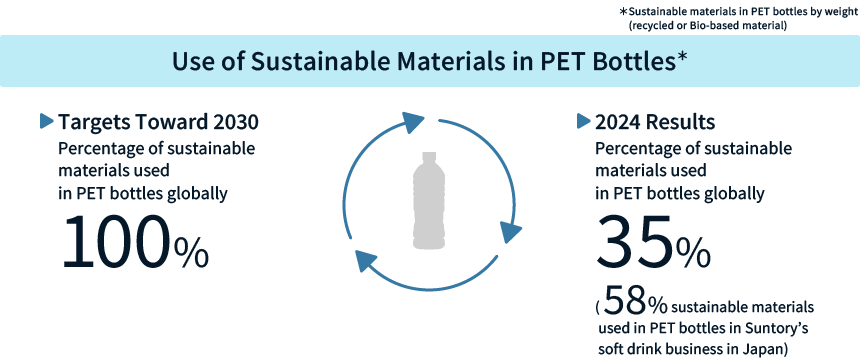
Suntory Group also established our Plastic Policy in 2019 to strongly lead the transformation toward a circular and net-zero society, focusing on PET bottle containers through the 2R+B Strategy. In line with this Policy, Suntory Group aims to make all PET bottles used globally 100% sustainable, using only recycled or bio-based materials by 2030, thereby eliminating the use of virgin petroleum-based materials.
Suntory Group Plastic Policy
Expressing gratitude toward the gifts of nature that are the source of our products, Suntory Group is firmly committed to leading the transformation towards a circular and net-zero society, fostering a world where diverse life thrives harmoniously.
While plastics offer numerous benefits due to their utility, we aim to ensure that the plastic containers and packaging we use maintain their useful functions without negatively impacting the global environment. Together with various stakeholders, we are actively pursuing solutions to these challenges. Additionally, each employee within Suntory Group is encouraged to act responsibly, taking the lead in creating a sustainable society.
-
1.Recycle & Renewable:
-
(1)Aim to switch all the PET bottles used globally for Suntory products to be made of recycled or bio-based material by 2030, achieving zero use of virgin petroleum-based materials.
-
(2)Actively work and collaborate with government agencies, industry, environmental non-governmental and non-profit organizations for the measures necessary to develop an efficient recycling system based on the situation of each country where we do business.
-
2.Reduce & Replacement:
Reduce the amount of plastic used by changing the design of containers and packaging and look for the introduction of alternative containers that do not negatively impact the environment in order to effectively utilize resources. -
3.Innovation:
Actively invest in innovation for materials and processes that improve the recycling rate and minimize environmental impacts. -
4.New Behavior:
Promote activities that drive change in consumer behavior. Each Suntory employee will work to change their lifestyle, promote sorting and collection, and actively participate in social contribution activities such as cleaning up rivers and beaches.
 Reduce: Lightweighting
Reduce: Lightweighting
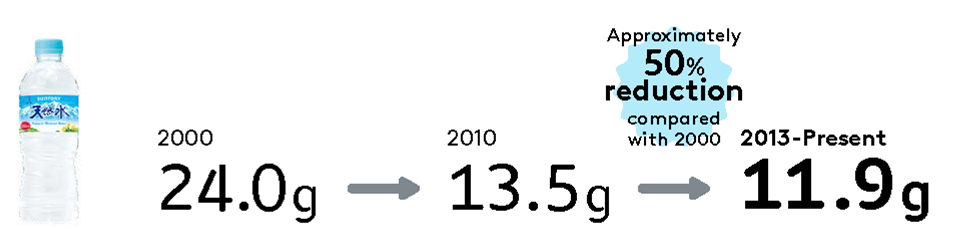
For around 2 decades, Suntory Group has been working to reduce the weight and thickness of PET bottles, caps, and labels. We strive to effectively use resources while maintaining and improving quality at the point of consumption (quality of contents and ease of bottle use).
Change in Weight of 550mL Suntory Tennensui (Mineral Water) PET Bottles*1
-
*1500ml capacity through 2009.
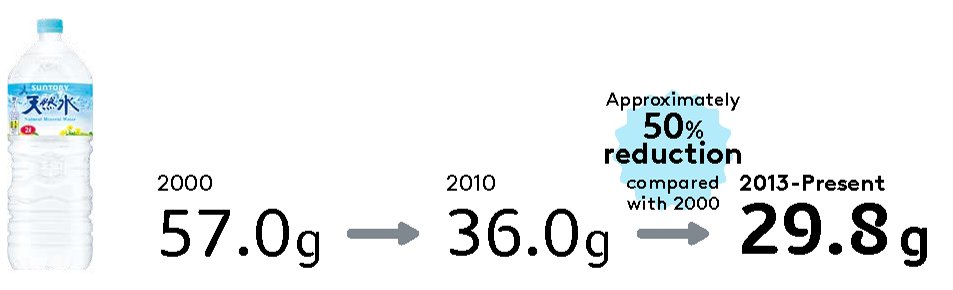
Change in Weight of 2L Suntory Tennensui (Mineral Water) PET Bottles
 Efforts Focused on Achieving 100% Sustainable PET Bottles by 2030
Efforts Focused on Achieving 100% Sustainable PET Bottles by 2030
Recycle: Promotion of “Bottle-to-Bottle” Horizontal Recycling
As the next step after lightweighting, and as a core activity toward achieving the 2030 goal of 100% sustainable PET bottles, is the “Bottle-to-Bottle” Horizontal Recycling process, where used PET bottles are transformed into new ones.
Starting with the introduction of 100% recycled PET bottle*1 in 2012—the first in Japan’s soft drink industry—we have been advancing “Bottle-to-Bottle” Horizontal Recycling. We also developed the world’s first “FtoP direct recycling technology,”*2 which reduces CO2 emissions compared to conventional methods.
-
*1Mechanical recycling.
-
*2Joint development among 4 companies including Kyoei Sangyo Co., Ltd.

For more information, see Recycle: Promote “Bottle-to-Bottle” Horizontal Recycling.
 Efforts Focused on Achieving 100% Sustainable PET Bottles by 2030
Efforts Focused on Achieving 100% Sustainable PET Bottles by 2030
Bio: PET Bottles Using Bio-based Material
To achieve 100% sustainable PET bottles, Suntory Group prioritizes “Bottle-to-Bottle” Horizontal Recycling for its low environmental impacts, aiming to repeatedly circulate PET bottles as resources in a sustainable society. However, in the broader beverage market, new resources are needed for recycling into products other than PET bottles and to accommodate market growth. Consequently, alongside promoting “Bottle-to-Bottle” Horizontal Recycling, we are developing bio-based PET bottles to supplement the shortage of recycled materials.
In 2013, we introduced PET bottles with 30% plant-based materials for Suntory Natural Water in the 550ml size, and since 2023, this has been expanded to all 2L bottles as well. In 2013, we introduced PET bottles with 30% plant-based materials for Suntory Tennensui (Mineral Water) 550ml PET bottles, and since 2023, this has been expanded to all 2L bottles as well.

PET bottle using 100% plant-based material (right)
Current PET bottle (using 30% plant-based material) (left)
In 2019, we succeeded in producing paraxylene, a precursor that constitutes 70% of PET bottle material, from non-food plant-based sources (wood chips) that do not impact the food supply chain. By 2021, we successfully developed prototypes of 100% plant-based PET bottles using this technology, marking a significant step toward commercializing PET bottles made entirely from plant-based materials without affecting the food supply chain.
-
*Excluding some products for vending machines.
Collaboration with Stakeholders
Initiatives for Recycling Used Plastic
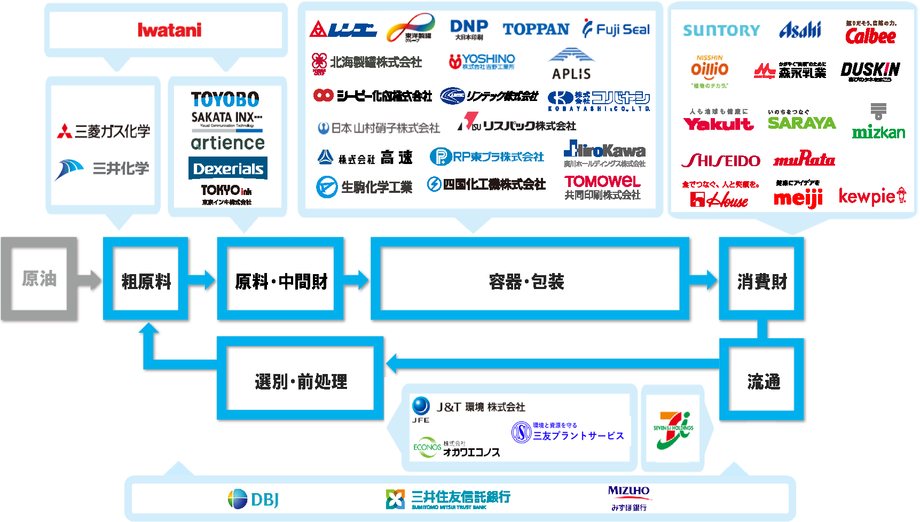
R Plus Japan Ltd. was established as a joint venture by 12 companies (including Suntory Group) across the value chain for the purpose of contributing to resolving plastic-related challenges and achieving a sustainable society. Operations began in June 2020, and as of March 2025, the initiative has expanded to include 48 companies and is working to develop technologies to recycle used plastics to be recycled efficiently.
Currently in Japan, it is said that many plastics other than PET bottles are incinerated*. This new technology involves chemical recycling that directly converts general plastics, including PET bottles, back into basic chemicals (such as benzene, toluene, xylene, ethylene, and propylene) that serve as raw materials for plastics. This process requires fewer steps than traditional chemical recycling methods that go through an oilification process, helping to reduce CO2 emissions and energy consumption. We expect that once established, this technology will allow for more efficient recycling of a larger amount of used plastics.
R Plus Japan aims to address global plastic issues by developing technology and implementing it socially through cross-industry collaboration.
-
*Includes thermal recovery (heat utilization), in which heat generated during incineration is recovered and utilized for power generation and heat supply.
Social Activities
Suntory Group employees make an effort to change their lifestyle, promote sorting and collection, and actively participate in social contribution activities such as cleaning up rivers and beaches.
Suntory PepsiCo Vietnam Beverage conducted a beach cleanup near Hanoi in cooperation with Ocean Conservancy, a global marine nature conservation organization, with employees and their families.

Alliance Membership
Clean Ocean Material Alliance (CLOMA)
Suntory Group has been a member of the Japan Clean Ocean Material Alliance (CLOMA) since its inception in 2019. CLOMA is a public-private alliance established at the call of the Ministry of Economy, Trade and Industry. Through this alliance, we aim to collaborate closely with government agencies and industries to develop and promote the use of alternative materials for plastics. At the same time, we aim to build an efficient recycling system that meets the needs of each country through information dissemination and technical consulting services to overseas countries.
Global Plastic Action Partnership (GPAP)
In 2019, Suntory Group joined the Global Plastic Action Partnership (GPAP), a global alliance dedicated to solving environmental challenges caused by plastics.
- *GPAP is a global alliance for a circular economy of plastics, created by a public-private partnership based on the World Economic Forum with the aim of solving environmental challenges caused by plastics. Its members include the governments of the United Kingdom and Canada, as well as a wide range of businesses, investors, experts, NGOs, and other citizen organizations. In addition to sharing information and best practices at the global level, it also engages in community-based project activities at the local level.
Cans/Bottles/Barrels/Paper Packaging/Cardboard
Reduce: Lightweighting
Lightweighting in Cans
We are furthering the lightweighting of cans such as those used for beer and coffee, aiming to minimize resource usage while maintaining the usability for customers.
Initiatives for aluminum cans include reducing the lid diameter of beer cans in 2008 and thinning the body of beer and chu-hi cans in 2014. In addition, we have implemented thinner bodies for steel coffee cans, steadily advancing our efforts in lightweighting.

Boss Rainbow Mountain Blend
The Premium Malt’s
-196℃ Chu-Hi Strong Zero Double Lemon
Lightweighting of Glass Bottles
In 2014, the medium glass bottle of The Premium Malt’s was lightened by approximately 10g, bringing its weight down to 460g. The body of the bottle where the label is applied was indented by 0.2 to 0.3 mm to prevent scratches when bottles collide. Furthermore, we improved the design to minimize chipping when opened with a bottle opener, enhancing the overall quality of the bottle.

The Premium Malt’s medium glass bottle
Reducing the Weight of Cardboard
Suntory Group is working to reduce the environmental impacts of beverage cartons by using short-flap cardboard cartons in cooperation with the industry. We began using these cartons in 2012 for non-alcoholic beverages in small PET bottles, achieving about a 20% reduction in paper use compared to traditional cartons. We have used short-flap cardboard cartons for beer and RTD products since 2019.

Short flap cardboard cartons that reduce cardboard usage on its sides
Reuse: Promoting Collection and Reuse of Containers
Reusing Glass Bottles and Barrels
In Japan, returnable containers, such as bottles and kegs, are widely used for beer and soft drinks intended for restaurants, and these are collected, cleaned, and reused through our own channels. Additionally, for glass bottles disposed of by liquor stores and restaurants, we established a dedicated collection route through specialist contractors in 1974, supporting collection through distribution channels. For one-way bottles, we utilize the effective sorting and collection routes provided by local municipalities.
Suntory Beverage & Food is retrieving certain glass bottles of the Schweppes and Orangina brands from restaurants and bars in Spain and France, where they are then washed and refilled.
Recycle: Promoting Container Recycling
The World’s First 100% Recycled Aluminum Can
Suntory Spirits Ltd. launched the world’s first 100% recycled aluminum can*1 in its limited editions of The Premium Malt’s CO2 Reduction Can (350ml, 5.5% ABV) and The Premium Malt’s Kaoru Ale CO2 Reduction Can (350ml, 6% ABV) in 2022. This first of its kind 100% recycled aluminum can*1 was jointly developed by UACJ Corporation and Toyo Seikan Group Holdings, Ltd. and emits 60% less CO2 compared to when creating a regular aluminum can*2.
-
*1First as a commercialized SOT (Stay on Tabs) can which uses only recycled aluminum derived from canned materials (based on research by Toyo Seikan Group and UACJ, as of July 2022).
-
*2350ml beverage aluminum can produced by Toyo Seikan Group using UACJ aluminum material.

First Adoption of Low-Environmental-Impact Can Lids “EcoEnd™” for Beer Products
We have adopted EcoEnd™ can lids, which emit approximately 40%*1 less greenhouse gases (GHG) during manufacturing, for some of our beer products. The production of new aluminum ingots uses large amounts of electricity, resulting in a larger GHG footprint and environmental impact than recycled aluminum. EcoEnd™ reduces the use of new aluminum ingots by 41% by increasing the percentage of recycled raw materials*2 to 75% through adjusting the post-melting composition and developing manufacturing techniques. With these lids, we have been able to reduce GHG emissions by approximately 40% while ensuring the same quality as conventional beverage can lids.
- *1Compared with Toyo Seikan Co., Ltd. conventional products. Reduction per lid.
- *2GHG emissions are 3% of new aluminum ingots.

Shifting to Recycled Paper Containers
Conventional paper containers for alcoholic beverages have an aluminum-metallized coating inside to preserve product quality. However, separating the paper and aluminum for recycling has been difficult. New paper containers have improved recyclability through the use of non-aluminum transparent barrier coatings.
We have adopted highly recyclable paper containers for shochu, spirits, and wine. As of April 2024, we have switched approximately 90% of conventional paper containers for alcoholic beverages to the new containers.

Suntory Umeshu
Delica Maison
Introduction of Cans Using Green Aluminum*1
In January 2024, Suntory Spirits Ltd. introduced Green Aluminum*1 in its limited edition of The Premium Malt’s (350ml, 5.5% ABV). The Green Aluminum used in this product was designed and produced in a joint effort among 4 other companies from different fields; Sumitomo Corporation, Sumisho Metalex Corporation, Kobe Steel, Ltd. and Daiwa Can Company. The Green Aluminum was allocated using a mass balance*2 method, and reduced CO2 emissions by 25%*3 compared to conventional aluminum cans*4.
-
*1Aluminum produced using renewable energy sources with reduced CO2 emissions.
-
*2Under the mass balance approach, for a product manufactured by mixing a material that has a specific characteristic with those without that characteristic, the characteristic can be allocated to a part of the output of the product in proportion to the amount of the material with the characteristic used in the production process.
-
*3Verified and validated from a third-party impartial and neutral standpoint by DNV Business Assurance Japan K.K.
-
*4350ml beverage aluminum cans published in the Japan Aluminum Association Beverage Aluminum Can Inventory Survey Report (July 2023).

The Premium Malt’s 350ml
Use of FSC®-Certified Cardboard
Suntory Group uses FSC-certified* paper packaging materials for its domestically produced products. For the beverage business, we completed the switch to FSC-certified cardboard packaging for all Suntory Tennensui (Mineral Water) brand products in 2018. For the alcoholic beverage business, we have adopted the use of FSC-certified cardboard packaging and six-pack paper packaging, and promote the use of FSC-certified paper packaging throughout the Group.

-
*Forest Stewardship Council (FSC) is an international organization that certifies timber produced from forests globally as well as the distribution and manufacturing processes of the cut timber. We are creating a mechanism for consumers to support responsible forest management by identifying wood produced from responsible forest management and their associated products, and delivering those products to consumers. This certification considers the environmental conservation of these forests and recognizes timber produced in an economical and sustainable manner which generates revenue for the local community.
Overview of Waste Management
Promoting Waste Reduction and Recycling
To contribute to the realization of a circular society, Suntory Group is working to reduce the output of by-products and waste and to achieve 100% resource recovery.
Suntory Beverage & Food Europe has set the target of zero waste from its manufacturing plants and is engaging in waste-reduction and recycling activities. With the target of reducing food waste from products by 50%, it is donating surplus products to charitable organizations to support people struggling with poverty as part of its efforts to achieve this target.
By-products and Waste Generation Performance
| Area | Amount of discharge (thousand tons) | ||
|---|---|---|---|
| 2023 | 2024 | 2025 | |
| Japan | 271 | 251 | 222 |
| Americas | 427 | 301 | 476 |
| Europe | 166 | 139 | 92 |
| Asia | 32 | 32 | 23 |
| Oceania | 3 | 2 | 4 |
| Africa | - | - | - |
| Total | 900 | 724 | 817 |
-
*Data covers 27 production plants in Japan and 52 production plants overseas.
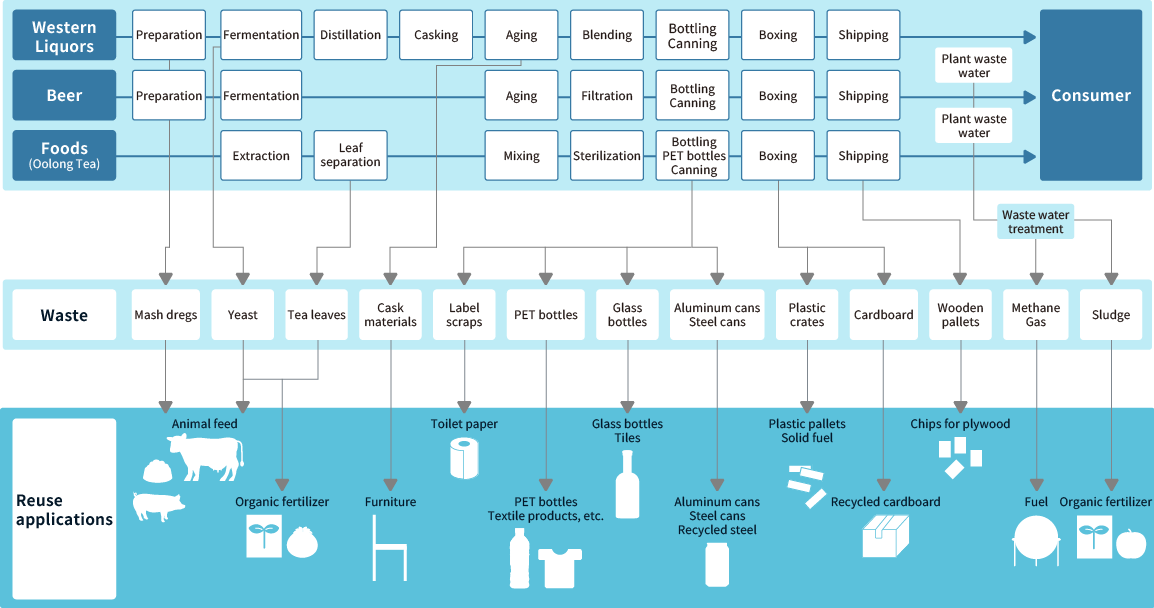
Recycling Rate of Japanese Plants and Flow for Reuse of By-products and Waste Generated in Each Production Process
| 2023 | 2024 | 2025 | |
|---|---|---|---|
| Amount of discharge (thousand ton) | 271 | 251 | 222 |
| Amount recycled (thousand ton) | 271 | 245 | 222 |
| Recycling rate (%) | 99.9 | 97.8 | 100.0 |
By-products and Waste Generation, Recycling Rate and the Purpose of Use for Recycled Products
| Type of waste | Main Purpose of Use | 2023 | 2024 | 2025 | |||
|---|---|---|---|---|---|---|---|
| Generation (t) |
Recycling Rate (%) | Generation (t) |
Recycling Rate (%) | Generation (t) |
Recycling Rate (%) | ||
| Vegetable (glycation, tea, coffee dregs, etc.) | - Animal feed - Fertilizer |
203,440 | 100 | 158,404 | 100 | 158,412 | 100 |
| Sludge (excess sludge, etc.) | - Fertilizer | 30,444 | 100 | 28,472 | 100 | 29,752 | 100 |
| Wood waste (cask, pallets) | - Furniture materials - Plywood raw materials |
4,243 | 98 | 3,993 | 98 | 3,218 | 98 |
| Glass and ceramic scrap | - Glass materials - Base course material |
1,224 | 100 | 1,281 | 100 | 1,173 | 100 |
| Paper scraps (cardboards, paper labels, etc.) | - Recycled paper - Cardboard materials |
5,671 | 100 | 5,660 | 100 | 5,271 | 100 |
| Plastic | - Palette - Solid fuel - Supplementary fuel |
6,036 | 100 | 5,838 | 100 | 5,889 | 100 |
| Metal scraps (aluminum, steel) | - Aluminum - Steel ingredients |
3,033 | 100 | 2,693 | 100 | 2,475 | 100 |
| Other | 16,863 | 100 | 44,196 | 87 | 15,741 | 100 | |
| Total | 270,953 | 100 | 250,537 | 98 | 221,930 | 100 | |
-
*Data covers 27 production plants in Japan
Applications of Recycled Materials
The by-products and waste generated by Suntory Group are being resourcefully reused for various purposes.
-

Barrel cabinet
-

Dining Set TARURU
-

Drink sampling tray made from barrel
Products in the line-up of Suntory Barrel Story created from whisky cask materials that have fulfilled their distillery role.
For more information, see Suntory Barrel Story.![]()
Establishing a Circular Utilization Cycle for Food Waste – Izutsu Maisen Co., Ltd.
Izutsu Maisen Co., Ltd. is actively working to reduce and reuse food waste so as not to waste the precious gifts of nature. A symbolic effort in this regard is the establishment of a circular utilization cycle for bread crusts.
Izutsu Maisen cuts off the crusts of the bread when they make their popular fillet katsu sandwiches. These bread crusts are generally given to business operators who are able to recycle them as feed. Since 2012, recognizing that feed mixed with bread crusts is well-suited for pig cultivation, the company developed an original brand of pork called “Amai-Yuwaku.” This pork is then used as a raw ingredient for tonkatsu and other products, thus creating a circular utilization system.

Original Amai-Yuwaku pork brand